

- 391.00 KB
- 2022-05-12 10:04:10 发布

- 1、本文档共5页,可阅读全部内容。
- 2、本文档内容版权归属内容提供方,所产生的收益全部归内容提供方所有。如果您对本文有版权争议,可选择认领,认领后既往收益都归您。
- 3、本文档由用户上传,本站不保证质量和数量令人满意,可能有诸多瑕疵,付费之前,请仔细先通过免费阅读内容等途径辨别内容交易风险。如存在严重挂羊头卖狗肉之情形,可联系本站下载客服投诉处理。
- 文档侵权举报电话:19940600175。
工艺路线设计、工艺规程制订1
教学目标:1、了解毛坯选择的方法与意义2、掌握工件加工方案的制定方法3、掌握划分加工阶段的层次及意义4、掌握加工工序安排的原则2
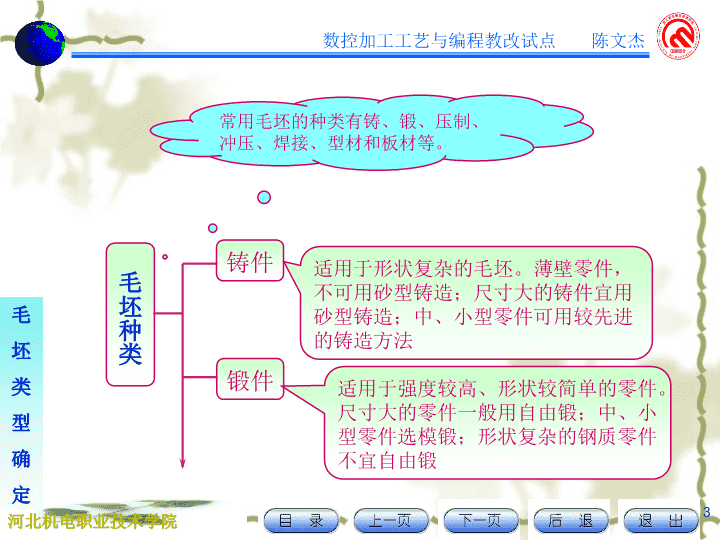
常用毛坯的种类有铸、锻、压制、冲压、焊接、型材和板材等。毛坯种类铸件适用于形状复杂的毛坯。薄壁零件,不可用砂型铸造;尺寸大的铸件宜用砂型铸造;中、小型零件可用较先进的铸造方法锻件适用于强度较高、形状较简单的零件。尺寸大的零件一般用自由锻;中、小型零件选模锻;形状复杂的钢质零件不宜自由锻毛坯类型确定3
热轧型材的尺寸较大,精度低,多用作一般零件的毛坯;冷轧材尺寸较小,精度较高,多用于毛坯精度要求较高的中、小零件,适用于自动机床加工对于大件来说,焊接件简单、方便,特别是单件小批生产可大大缩短生产周期。但焊接后变形大,需经时效处理适用于形状复杂的板料零件,多用于中、小尺寸件的大批大量生产焊接件冷冲压件毛坯种类型材毛坯类型确定4
加工工艺路线的制定概念:零件机械加工的工艺路线是指零件生产过程中,由毛坯到成品所经过的工序先后顺序。1.表面加工方法的选择①、概念:表面加工方法的选择就是为零件上每一个有质量要求的表面选择一套合理的加工方法②、考虑下列因素:(1)经济加工精度(2)工件材料的性质(3)工件的结构和尺寸(4)生产类型(5)具体生产条件拟定工艺路线的基本过程图工艺路线的拟定5
提高表面质量,一般不能用于提高形状精度和位置精度金刚车(镗)、研磨、珩磨、超精加工、镜面磨、抛光及无屑加工等2.加工阶段的划分(1)粗加工阶段——主要任务是切除各表面上的大部分余量,其关键问题是提高生产率。(2)半精加工阶段——完成次要表面的加工,并为主要表面的精加工做准备。(3)精加工阶段——保证各主要表面达到图样要求,其主要问题是如何保证加工质量。(4)光整加工阶段——对于表面粗糙度要求很细和尺寸精度要求很高的表面,还需要进行光整加工阶段。目的加工方法工艺路线的拟定6
划分加工阶段的原因:(1)保证加工质量(2)合理使用设备(3)便于安排热处理工序,使冷热加工工序配合的更好(4)有利于及早发现毛坯的缺陷(如铸件的砂眼气孔等)应当指出:加工阶段的划分不是绝对的,必须根据工件的加工精度要求和工件的刚性来决定。工艺路线的拟定7
消除组织的不均匀,细化晶粒,改善金属的加工性能消除内应力、减少工件变形消除内应力、改善加工性能并能获得较好的综合力学性能目的:提高零件的硬度和耐磨性①退火与正火目的②时效处理③调质④淬火、渗碳淬火和渗氮目的目的3.加工顺序的安排(1)切削加工顺序的安排①先粗后精②先主后次③先面后孔④基面先行(2)热处理工序的安排工艺路线的拟定8
退火:将钢加热到一定的温度,保温一段时间,随后由炉中缓慢冷却的一种热处理工序其作用是:消除内应力,提高强度和韧性,降低硬度,改善切削加工性。应用:高碳钢采用退火,以降低硬度;放在粗加工前,毛坯制造出来以后正火:将钢加热到一定温度,保温一段时间后从炉中取出,在空气中冷却的一种热处理工序。注:加热到的一定的温度,其与钢的含C量有关,一般低于固相线200度左右其作用是:提高钢的强度和硬度,使工件具有合适的硬度,改善切削加工性。应用:低碳钢采用正火,以提高硬度。放在粗加工前,毛坯制造出来以后回火:将淬火后的钢加热到一定的温度,保温一段时间,然后置于空气或水中冷却的一种热处理的方法其作用是:稳定组织、消除内应力、降低脆性常用热处理方法及作用小结工艺路线的拟定9
调质处理(淬火后再高温回火):其作用:是获得细致均匀的组织,提高零件的综合机械性能。应用:安排在粗加工后,半精加工前。常用于中碳钢和合金钢时效处理:其作用:是消除毛坯制造和机械加工中产生的内应力应用:一般安排在毛坯制造出来和粗加工后。常用于大而复杂的铸件淬火:将钢加热到一定的温度,保温一段时间,然后在冷却介质中迅速冷却,以获得高硬度组织的一种热处理工艺其作用是:提高零件的硬度。应用:一般安排在磨削前渗碳处理:提高工件表面的硬度和耐磨性,可安排在半精加工之前或之后进行为提高工件表面耐磨性、耐蚀性安排的热处理工序以及以装饰为目的而安排的热处理工序,例如镀铬、镀锌、发兰等,一般都安排在工艺过程最后阶段进行常用热处理方法及作用小结工艺路线的拟定10
自检重要工序的前后送往外车间加工之前全部加工工序完成淬火工序之前全部加工工序完成检验去毛刺倒棱清洗防锈去磁和平衡工艺路线的拟定辅助工序11
发黑处理现在常用的方法有传统的碱性加温发黑和出现较晚的常温发黑两种。发黑液的主要成分是氢氧化钠和亚硝酸钠。金属“发蓝”药液采用碱性氧化法或酸性氧化法;使金属表面形成一层氧化膜,以防止金属表面被腐蚀,此处理过程称为“发蓝”。黑色金属表面经“发蓝”处理后所形成的氧化膜,其外层主要是四氧化三铁,内层为氧化亚铁。一、碱性氧化法“发蓝”药液1.配方:硝酸钠50~100克氢氧化钠600~700克亚硝酸钠100~200克水1000克2.制法:按配方计量后,在搅拌条件下,依次把各料加入其中,溶解,混合均匀即可。3.说明:二、酸性氧化法“发蓝”药液1.配方:磷酸3~10克硝酸钙80~100克过氧化锰10~15克水1000克2.制法:按配方计量后,在不断搅拌条件下,依次把磷酸、过氧化锰和硝酸钙加入其中,溶解,混合均匀即可。12
您可能关注的文档
- 城市垃圾收集清运路线设计.ppt
- 最新有机合成化学与路线设计chapter4教学讲义PPT.ppt
- 2021年高考化学易错题专题训练二有机合成路线设计含解析.docx
- EICAD路线设计(连斌整理)要点.docx
- -最佳旅游路线设计
- 公路路线设计规范试卷
- 路线设计说明书
- 军校任职教育教员教学能力提升路线设计及实现
- 可视化与一体化技术在公路路线设计中的应用
- 临吉高速公路云台山段路线设计论文 高速公路 路线 云台山 论文 设计
- 2019-2020年高中化学第三章烃的含氧衍生物3.4有机合成路线设计导学案新人教版选修
- 改扩建公路路线设计要点探析
- 最佳旅游路线设计.pptx
- 高速公路路线设计与环境保护的思考
- 公路路线设计原则与注意要点浅述
- 公路路线设计及应注意的问题与方法
- Corey有机合成路线设计的五大策略
- 临吉高速公路云台山段路线设计